Do you have blockage problems in your silo, hopper or dust collector & want to know if pneumatic air knocker is the best solution?
Let’s start with learning!
What is pneumatic air knocker?
It is a low frequency and high impact vibrating device. It is also known as air hammer knocker, single impact air knocker & air knocker. It is used to provide continuous hammering impacts to clear the blockage and improve output feed rate.
How does it work?
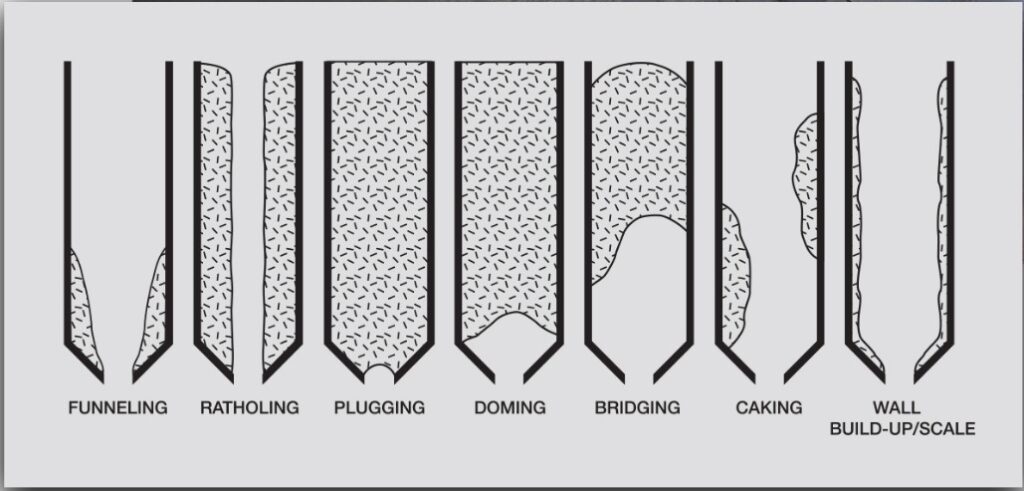
As you can see from the diagram, it has limited numbers of independent components and comes close inside a casing. That’s why it is budget friendly and has a very low maintenance cost. Its running cycle consists of three phases. In first phase, compressed air is delivered to compressed air chamber through a valve which simultaneously closes the opening to piston chamber. In second phase, after the compressed air chamber has been filled to required pressure; the opening will be automatically closed by valve while it opens the passage to the piston chamber. In third phase, as soon as the valve moves, compressed air will force piston down energetically impacting base plate eliminating clinging and blocking of materials inside silos while the reduced pressure will open the valve and remaining air will exit through exhaust, so the piston will return to its initial position restarting the cycle.
When should you use it?
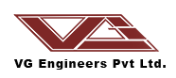
If your industry is a part of pesticides, pharmaceuticals, chemicals, cement, dyes, pigments, food, electronics, building materials, minerals, environmental protection, etc.; you must be dealing with wet and sticky materials or very fine particles forming blockages such as ratholing, bridging, caking, funneling and wall build up due to adherence inside your silos and hoppers. You might try to use a hammer to clear the blockage temporarily but that can be a health hazard for your workers and it can also damage your equipment’s surface. That’s when you should consider using pneumatic air knocker, as it has easy and fast installment, low running cost and air requirement, and it can be operated remotely once installed.
It can continuously run preventing even minor blockages ever happening and help your production line to have increased efficiency. You might consider using the bin activator or any other high frequency and low impact devices which will not be able to deliver same output rate as a pneumatic air knocker because this devices have main function of producing high frequency which is not that helpful for eliminating clinging of materials to the surface of silos as it has very low impact. If your silos and hoppers have rigid connections and don’t move independently, any type of high frequency vibration will be prevented from happening on the surface of silos or hoppers. Even if you try to vibrate whole surface of silos or hoppers by attaching higher power and large unbalanced motors to the bin activator, it will cause your rigid connections to weaken and create fatigue resulting in destruction of whole system.
When is it not advisable to use it?
If your materials are dry with larger grain sizes which don’t stick to the surface of your silos and hoppers than a pneumatic knocker might not be an optimal solution for you. When you have blockage problems such as plugging, doming (arching) and bridging where your material sticks with itself and not to surface of the walls, the better solution would be a bin activator.
Pneumatic air knocker only focuses on a small area to clear out blockage where as a bin activator vibrates the whole column of the material inside it. That’s why a pneumatic air knocker is not as efficient as a bin activator when you want the material to stop sticking with itself. Bin activator is attached at the bottom part of a silo or hopper. As it has components that allows it to move independently even if your silos or hoppers have been connected rigidly, most amount of vibrations won’t affect the whole system. It is mostly useful in industries which use materials such as cement & concrete, sugar, wet sand, salt, chemicals and minerals, detergent, fly-ash, etc.
We supply both pneumatic air knocker and bin activator. If you are still not sure about deciding what to do for your blockages in silos and hoppers or want to know more about our products in details, you can find our contact at below given information. We will help you find the best solution for your problems with an honest explanation of the whole process and we can also provide products to meet your required specifications.